
Dobór materiału decyduje o tym, czy prototyp spełni cel testu: od makiety gabarytowej, przez ocenę estetyki, po próby funkcjonalne i krótkie serie. Poniżej porównujemy najczęściej stosowane tworzywa w FDM, SLA i SLS — z naciskiem na właściwości, ograniczenia i typowe zastosowania.
Spis treści
- Jak dobrać materiał: pytania kontrolne
- Materiały FDM (PLA, ABS, PETG, Nylon)
- Żywice SLA (twarde, odporne, elastyczne)
- PA12 w SLS – kiedy wygrywa funkcjonalność
- Wskazówki doboru + typowe pułapki
- Linki i wycena
- FAQ
Jak dobrać materiał: pytania kontrolne
- Co weryfikujesz? (gabaryt/fit, estetyka, obciążenia, temperatura, chemia)
- Jakie są tolerancje? (czy liczy się mikrodokładność, czy wystarczy „roboczo”)
- Czy prototyp będzie użytkowany wielokrotnie? (zmęczenie, udar, gwinty)
- Czy planujesz małą serię? (opłacalność wsadu/złoża, powtarzalność)
Jeśli potrzebujesz szerszego kontekstu projektowego, zajrzyj do przewodnika: Projekt pod druk 3D — tu znajdziesz zasady łączeń, tolerancji i iteracji, które ściśle wiążą się z wyborem materiału.
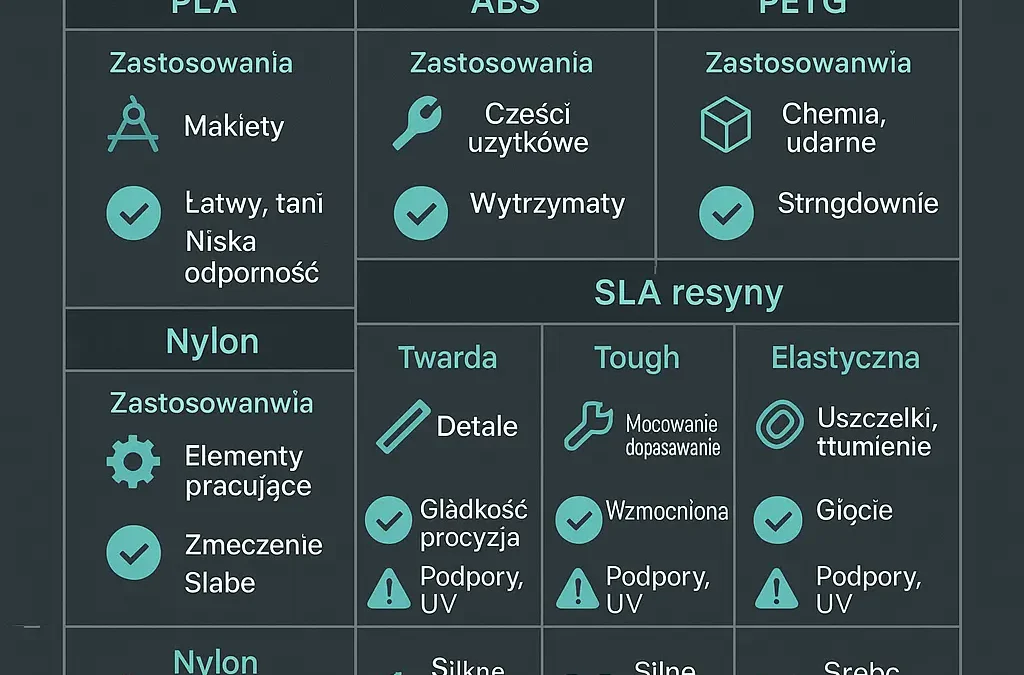
Materiały FDM: PLA, ABS, PETG, Nylon
PLA – makiety i szybkie iteracje
- Plusy: łatwy druk, niski koszt, dobra sztywność i wygląd na start.
- Minusy: niska odporność termiczna i na udar; średnia trwałość mechaniczna.
- Kiedy: wczesne testy gabarytów, mock-upy marketingowe „na szybko”.
ABS – wyższa odporność i obróbka
- Plusy: lepsza udarność, wyższa temp. pracy; możliwość szlifowania/klejenia/obróbki.
- Minusy: skurcz, zapach, wymagania temperaturowe; podatny na pękanie warstwowe.
- Kiedy: elementy użytkowe, prototypy z obróbką i montażem.
PETG – kompromis chemia/udar
- Plusy: dobra odporność chemiczna, mniejszy skurcz niż ABS, większa „miękkość” (mniej kruche).
- Minusy: niższa sztywność niż ABS; „stringing” przy złych parametrach.
- Kiedy: części robocze, obudowy, eksploatacja w lżejszych warunkach.
Nylon (PA, często z dodatkami) – funkcjonalność i zmęczenie
- Plusy: wysoka wytrzymałość zmęczeniowa i odporność na ścieranie.
- Minusy: higroskopijny (chłonie wilgoć), bardziej wymagający w druku.
- Kiedy: łożyskowania, zatrzaski, elementy pracujące cyklicznie.
Żywice SLA: precyzja i powierzchnia „showcase”
Standard/twarde – detale, ostre krawędzie, wysoka gładkość.
Odporne/„tough”/udarowe – lepsza praca „na uderzenie”, elementy funkcjonalne o małych luzach.
Wysokotemperaturowe – próby cieplne, formy pomocnicze.
Elastyczne – prototypy uszczelek, przyssawki, elementy tłumiące.
- Plusy: najlepsza estetyka i mikrodokładność; niewidoczne warstwy.
- Minusy: podpory i obowiązkowy post-process (mycie/UV); część żywic bywa krucha.
- Kiedy: prototypy prezentacyjne, detale o małych tolerancjach, testy dopasowania „na ciasno”.
SLS (PA12): brak podpór i seria próbna
PA12 – złoty standard w spiekaniu proszków
- Plusy: jednorodne właściwości mechaniczne, wytrzymałość, dobra stabilność wymiarowa; brak podpór (swoboda geometrii).
- Minusy: powierzchnia matowa, porowata (można wygładzać/impregnować), kosztowna pojedyncza sztuka vs FDM.
- Kiedy: testy funkcjonalne, elementy mechaniczne, małe serie pakowane w jednym złożu (spadek kosztu/szt.).
Wskazówki doboru + typowe pułapki
- Najpierw cel, potem materiał. Do gabarytów weź PLA/FDM; do estetyki i małych luzów – SLA; do funkcji i serii – SLS/PA12 lub Nylon FDM.
- Tolerancje ≠ materiał. Tolerancje projektuj pod technologię (FDM/SLA/SLS) i orientację – materiał jest wtórny.
- Pułapka „za cienkich ścian”. Dostosuj minima: FDM ≥1,2–1,6 mm; SLA ≥1,0–1,5 mm (wg żywicy); SLS/PA12 ≥1,0–1,2 mm.
- Gwinty i montaż. Częsty demontaż? Projektuj gniazda pod inserty zamiast gwintów drukowanych (szczególnie w FDM/SLS).
- Sekwencja iteracji. Zacznij tanio w FDM, dopiero final potwierdź w SLA/SLS — budżet spadnie, trafność rośnie.
Linki i wycena
- Wybór technologii i budżet? Sprawdź praktyczne różnice cenowe i rekomendacje: Cennik druku 3D.
- Jeśli chcesz przejść cały proces z partnerem (dobór materiału, korekta plików, produkcja, QA), zobacz: Druk 3D prototypów.
FAQ – materiały do prototypów 3d
Do części pracujących mechanicznie zwykle SLS (PA12) lub Nylon (FDM). Jeśli liczy się też estetyka i małe tolerancje, rozważ twardsze/odporne żywice SLA na elementy nieobciążone udarem.
SLA – dzięki gładkiej powierzchni i świetnej mikrodokładności. Dla mikrodetali i ciasnych luzów to najpewniejszy wybór.
Tak — często obudowy wykonuje się z PA12 (SLS), a elementy pokręteł/przycisków z żywic SLA. W częściach serwisowanych stosuj inserty w gniazdach drukowanych.